
Unpacking 1.4 Million Kilometers: A Forensic Disassembly of a Scania DC13 XP Engine
13 May 2025
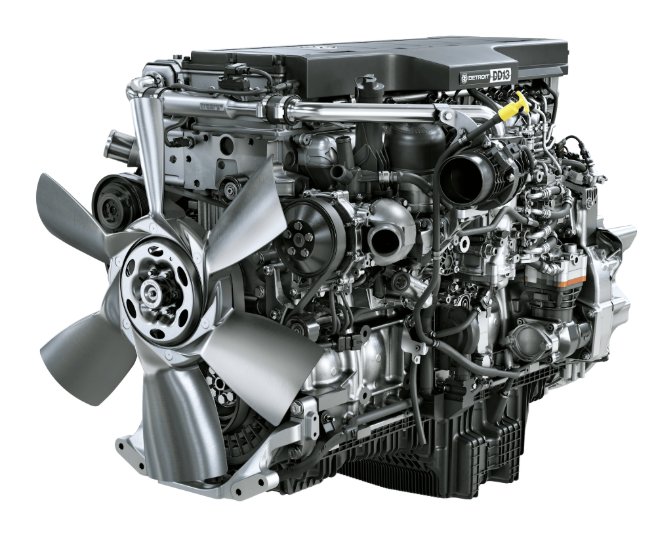
Beyond the Million Mile Mark: A Forensic Disassembly of a Scania DC13 XP Engine

Initial Assessment and Exterior Disassembly

Identifying Early Signs: Oil Seals and Ancillary Components
Its clean and efficient operation is important for engine health and emissions.

Uncovering Severe Internal Contamination

Inspecting Drive Components and Filters

Accessing Cylinder Heads and Valvetrain

Detaching Electronics and Intake Components

Inspecting Camshaft and Fuel Delivery Lines
Extracting Fuel Injectors

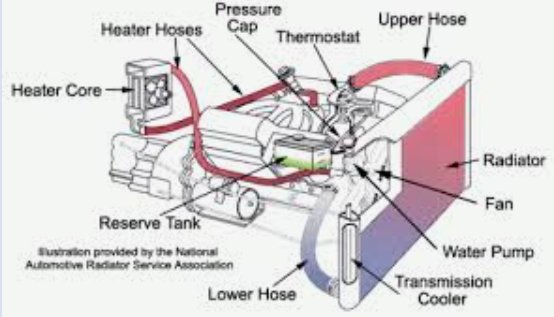
Assessing Cooling System Condition
Removing the Oil Cooler: The oil cooler unit is disconnected and removed from the engine block.
Cylinder Head Removal and Indexing
Revealing Extreme Internal Deposits
Residual Oil Observation
Initial Piston and Liner Assessment
Examining the Engine Oil Condition

External Signs of Tough Service Life
The Apprentice's Role
Uncovering Catastrophic Internal Failure
The Devastating Impact on the Crankshaft
Damage to Connecting Rods and Pistons
The Probable Cause: Lubrication Failure
Secondary Damage from Debris Circulation
Identifying Fractured Cap Connecting Rods
Anticipating Extensive Parts Replacement
Communication with the Owner

Options for Parts Procurement
Estimating Repair Cost
Gentleness in Handling Components
Process Going Forward

Broader Industry Context: Durability and Maintenance
Transmission Development Gap

Used Truck Imports
Shifting Market Preferences

Conclusion: A Testament to Repair Capability
Contact for Procurement & Technical Inquiry: William +86 186 6977 8647









